南通市法兰磁粉检测、压力容器无损检测

利用铁磁性材料表面与近表面缺陷会引起磁率发生变化,磁化时在表面上产生漏磁场,并采用磁粉、磁带或其他磁场测量方法来记录与显示缺陷的一种方法。磁粉探伤主要用于:检查表面及近表面缺陷。
江苏无损检测中心是国内第三方无损检测与验证服务的开拓者和者,为钢结构工程(建筑、电厂等)、锅炉、压力容器、管道、桥梁、风电、热电工程船舶及海上设施、机动车辆、起重机械、电梯、铁塔、游乐设施、客运索道等众多行业提供了无损检测系统解决方案,成功检测了各种零部件、结构件和装备装置,卓有成效的推进了客户及行业的和谐快速发展。中心建立了一支高学历,高素质,富有拼搏精神的*团队。具备扎实的可靠性,产品化,风险管理,流程管理技能。以质量求生存,已技术求发展,是我们不变的追求。
磁粉检测,是通过对被检工件施加磁场使其磁化(整体磁化或局部磁化),在工件的表面和近表面缺陷处将有磁力线逸出工件表面而形成漏磁场,有磁*的存在就能吸附施加在工件表面上的磁粉形成聚集磁痕,从而显示出缺陷的存在。
磁粉检测方法应用比较广泛,主要用以探测磁性材料表面或近表面的缺陷。多用于检测焊缝,铸件或锻件,如阀门,泵,压缩机部件,法兰,喷嘴及类似设备等。探测*深一层内表面的缺陷,则需应用射线检测或超声波检测。
磁粉检测具有检测成本低,操作便利,反应快速等特点。其局限性在于仅能应用于磁性材料,且无法探知缺陷深度,工件本身的形状和尺寸也会不同程度地影响到检测结果。
利:不损伤被检物,方便实用,可达到其他检测手段无法达到的*特检测效果,使用面宽,底片长期存档备查,便于分析事故,可以直观的显示缺陷图像等。
弊:对人体有副作用甚至一定伤害,对其他敏感物体有不良作用,对环境有辐射污染;显影定影液回收困难,直接排放会造成环境污染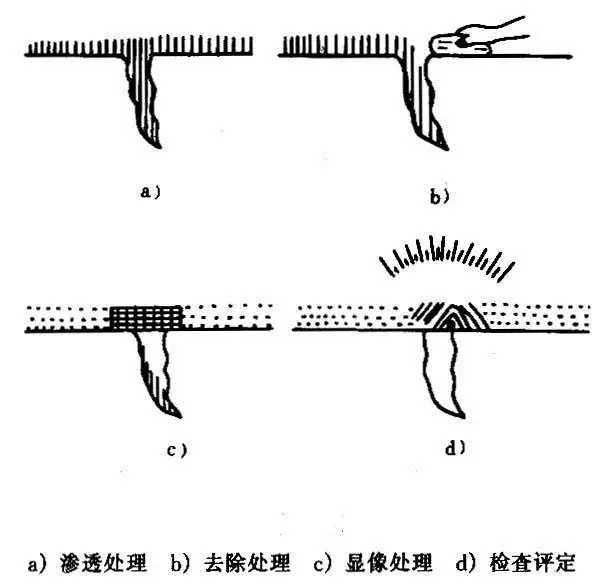
漏磁检测方法的主要检测原理是:将工件磁化(接近饱和),使其具有一定的磁通密度,以便在不连续处产生漏磁场,磁场传感器将输出信号送到运转放大器中。由于采用磁饱和状态,工件内具有相当高的磁场强度和磁场密度,磁力线不受限制,因而工件表面有较大的磁漏通,有利于现场检测。
磁敏感传感器沿被磁化的铁磁性材料表面扫查,拾取缺陷漏磁场,形成缺陷电信号,达到发现缺陷位置以及参数的目的。
漏磁无损检测技术由于检测速度快、可靠性高且对工件表面清洁度不高等特点在金属材料的检测和相关产品的评估中得到广泛应用。与磁粉检测探伤不同,漏磁检测中信号不用磁粉显示,对环境无污染:由于采用各种敏感元件(如霍尔元件和线圈方式),检测结果直接以电信号输出,容易与计算机连接实现数字处理,因此其检测结果可存储和再现,便于检测信号的分析以及检测结果的趋势分析。
一般来说,漏磁信号的大小取决于四个因素,即:
1、监测仪器本身性能,包括传感器及配套系统、预处理电路和信号分析系统。
2、实际缺陷的几何形状和特性。
3、仪器检测速度和被测部件运行状况(如是否受力等)。
4、被检部件的磁性。目前对漏磁信号处理的方法主要有时域的波形分析法(包括信号峰峰值和短程能量等)、频域分析方法、小波分析和神经网络等,这些方法更多的是针对特定工况的特定信息,采用检测信号与标准缺陷信号比较来进行缺陷分析,很少考虑到检测过程中不同因素对信号分析结果的影响,对缺陷类型、几何形状和部件工况等缺乏定量描述。
腐蚀缺陷漏磁检测是近年来在输油气管道、储罐底板检测中常见的一种有效方法。他通过测量被磁化的材料工件表面泄漏的磁场强度来判断工件缺陷的大小。
在被检工件表面没有缺陷且内部无夹杂物,从原理上讲磁通会全部通过被检工件;若存在缺陷,会导致缺陷处及其附近的磁阻增加,而使缺陷附近的磁场发生畸变,他们可分为三部分即:
1、大部分磁通在工件内部绕过缺陷。
2、少部分磁通穿过缺陷。
3、还有部分磁通离开工件的上下表面经空气绕过缺陷。
- 淮安市行车吊环无损 X射线拍片检测 2021-08-04
- 崇川区起重机械检测 射线RT检测 2021-08-04
- 上海锻件无损检测 渗透磁粉检测 2021-08-04
- 吴中区金属制品检测 钢筋线材检测 2021-08-03
- 吴江区镀锌电焊网质量检测 2021-08-03
- 吴江区无缝钢管检测 钢管检测 2021-08-03
- 铜山区钢筋线材高低温拉伸试验检测 2021-08-03
- 昆山市不锈钢等金属材料检测 铜合金检测 铝合金检测 2021-08-03
- 锡山区铆钉机械性能检测 维氏硬度检测 2021-08-03
- 铜山区机械性能检测 拉力载荷检测,抗拉强度检测 2021-08-03
- 铝合金门窗抗风压性能检测 2021-08-03
- 金坛区合金及金属制品检测 有色金属检测 2021-08-03
- 实木龙骨外观质量检测 厚度偏差检测 2021-08-03
- 金坛区食品级不锈钢化学元素测试 化学成分分析检测 2021-08-02
- 溧阳市不锈钢力学性能测试 抗拉强度检测 2021-08-02